
Kuinka valita suodatinpussin vuotojen ehkäisyprosessi?
2024-09-27
Kuten aiemmin mainitsimme, on 3 vältettävää prosessiasuodatinpussivuoto. Kuuma sulatus on paras menetelmä, edulliset ja hyvät vuotojen ehkäisyvaikutukset. Kun kuumaa sulaprosessia ei voida käyttää, miten meidän pitäisi valita jäljellä olevat kaksi prosessia? Esimerkiksi hiilivoimalaitosten savukaasun ottaminen seuraavassa arvioi pinnoitusprosessin ja PTFE-nauhaprosessin lämmönkestävyyden ja happon korroosionkestävyyden kahdesta näkökohdasta, mikä tarjoaa referenssin suodatinpussin vuotojen ehkäisymittausten valintaan.
1 ptfe -nauhan lämmönkestävyys
Hiilivoimalaitosten savukaasun lämpötila on yleensä yli 100 ° C, ja joissakin erityisissä työolosuhteissa se voi saavuttaa 170 ° C: ta, ja hetkellinen käyttölämpötila voi jopa nousta yli 200 ° C. Lämpövoimalaitoksissa käytettyjen suodatinpussien on kyettävä toimimaan korkean lämpötilan ympäristöissä. Todellisten työolosuhteiden korkean lämpötilan ympäristön simuloimiseksi testinäytteet, joiden spesifikaatio oli 5 x 5 cm, asetettiin korkean lämpötilan uuniin, ja niiden ulkonäkömuutokset havaittiin lämpökäsittelyn jälkeen 200 ° C: ssa 24 tunnin ajan. Kuten kuvassa 2.1 esitetään, liimapäällyste- ja PTFE-nauhaprosessin käsitellyiden näytteiden vertailusta ennen korkean lämpötilan käsittelyä ja sen jälkeen voidaan nähdä, että liimapäällystetyn näytteen ulkonäköväri muuttui hieman vaaleankeltaiseksi, mutta tiivisteaine sitoutui tiukasti suodatinmateriaalalesajaan; kun taas PTFE -teippi supistui merkittävästi, ja PTFE -nauhan reunasta huuhtoutuivat selviä tummankeltaisia aineita. Siksi voidaan selittää, että PTFE-nauhan ja sauman fuusio ei perustu PTFE: n ja substraatin lämpöfuusioon, vaan liiman tarttumiseen, ja tämäntyyppinen liima ei sovellu korkean lämpötilan ympäristöihin.
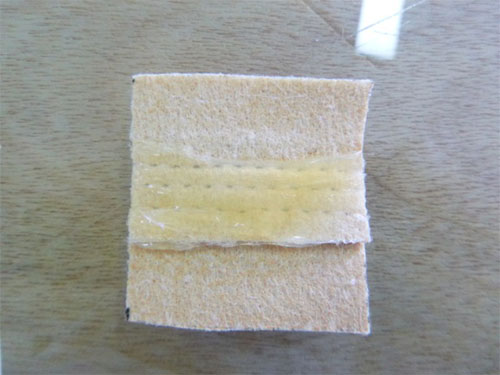
Kuvio 1 -näyte korkean lämpötilan käsittelyn jälkeen (ylempi kuva näyttää päällystettyä liimaa ja alakuva näyttää PTFE -nauhan)
2 happohapon korroosionkestävyys
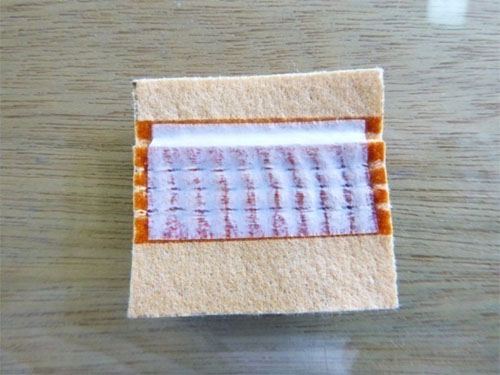
Rikkiä syntyy, kun hiili poltetaan, ja sitten rikkihappo, jolla on voimakkaita syövyttäviä ominaisuuksia, muodostuu hapettumisen ja veden kanssa kosketukseen, jolla on tietty vaikutus tiivisteaineen ja PTFE -nauhaan, jota käytetään nastareikien tiivistämiseen. Happojen syövyttävän ympäristön simuloimiseksi todellisissa työolosuhteissa näytteen, jonka spesifikaatio oli 5 x 5 cm, asetettiin 35 -prosenttiseen rikkihappoliuokseen ja havaittiin merkittävien muutosten suhteen 24 tunnin upotuksen jälkeen. Kuten kuviossa 2.3 esitetään, liimalla käsitellyssä näytteessä ei ole selvää värinmuutosta ulkonäön jälkeen, kun se on kosketus rikkihappoliuokseen, ja kolloidi on hiukan tahmea, mutta tiivisteaintia voidaan kiinnittää tiukasti suodatinmateriaalin alustaan; PTFE -teipillä käsitelty näyte irrotetaan sen jälkeen, kun se on ristiriidassa rikkihappoliuoksen kanssa, ja se on melkein erotettu suodatinmateriaalin substraatista. Syynä voi olla, että PTFE -nauhan liima ei ole resistentti happojen korroosiolle, mikä johtaa PTFE -nauhan kuorimiseen. Siksi on tarkoituksenmukaisempaa käyttää liimapinnoitusprosessia tekniikan sovelluksissa, joissa PTFE -nauhat ovat alttiita kuorimiseen voimakkaassa hapon syövyttämisympäristössä, mikä johtaa reikätiivisteen vajaatoiminnan ja pölyvuotojen riskiin.


Kuvio 2 Näytteet rikkihapon käsittelyn jälkeen (ylempi kuva näyttää päällystettyä liimaa ja alakuvassa näkyy PTFE -nauha)
Yhteenvetona voidaan todeta, että kokeelliset vertailut osoittavat, että liimapinnoitusprosessin lämpö- ja happoresistenssi on parempi kuin PTFE -nauhaprosessi.
3. Tyypillinen tapausanalyysi
Vuoden käytön jälkeen asiakkaan suodatinpussilla, jossa oli PTFE -nauha, oli paljon ongelmia.
Huomasimme, ettäsuodatinpussiOli useita PTFE -nauhapukuja ja irtoaminen ulkopuolelta. Tämä oli reikään, laukkupään, laukun runko ja pussin pohja. Kuva 3.1 näyttää ptfe -teipin pullistumisen pussin rungossa. Nauha on pullistumassa, putoamassa ja jättäen paljon pölyä sisälle. Kun tarkastelimme sitä mikroskoopin alla, voimme nähdä, että pöly oli levinnyt reikän reunaan ja oli päässyt paikalliseen nastareiään.


Kuva 3.1 PTFE -nauhapukuinen suodatinpussin osaan (ylempi kuva on kokonaisvaikutuskuva, alempi kuva on osittainen mikroskoopin suurennettu kuva)
4 Johtopäätös
Suodatinpussi laukun suodattimen ydinkomponentina,suodatinpussiOmpelee nastareiässä voi näyttää pölyvuotojen vähentämiseksi liiallisten päästöjen aiheuttamien pölyvuotojen riskin vähentämiseksi suodatinpussin vuotamistuotannon lähteestä täydentämään suodatinpussin ompeleen ompeleen ompeleen ompeleen käyttöprosessin käyttöä, kun ei ole mahdollista käyttää kuumalaista sulamisprosessia, voit käyttää adhesiona coing -prosessia ja ptfe -nauhaprosessia. Kokeelliset tulokset osoittavat, että liimapinnoitusprosessissa on parempi lämmönkestävyys ja hapon korroosionkestävyys kuin PTFE -nauhaprosessi. Lisäksi on olemassa riski, että PTFE -nauha kuoriutuu ja pölyn tunkeutuminen PTFE -nauhan käytännöllisissä sovelluksissa. Siksi, kun kuumaa sulamisprosessia ei ole mahdollista käyttää, sinun on valittava luotettava, vahva liimapinnoitusprosessi, PTFE -nauhaprosessin valinnan on oltava varovainen.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy